蒸留回収装置における「常圧」と「真空」の選定基準2026年04月24日
― 沸点150℃が分岐点となる理由とは ―
■ はじめに:選定を誤ると“コストと品質”の両方を失う
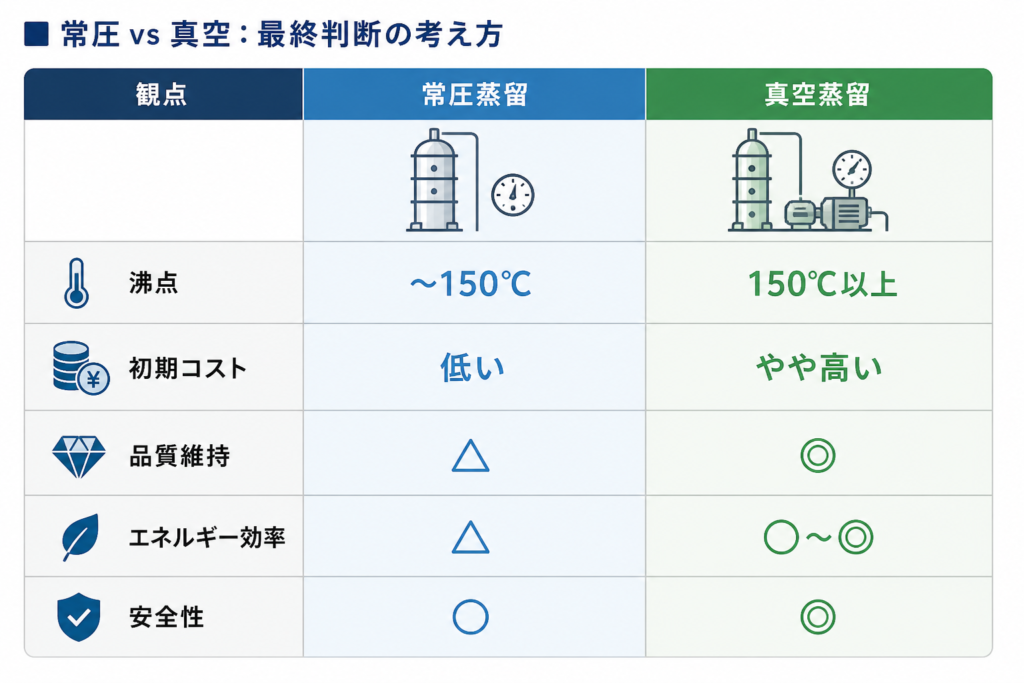
蒸留回収装置の導入において、最も重要な判断のひとつが「常圧で処理するか、真空で処理するか」です。コーベックスでは、実務的かつ再現性の高い基準として、 沸点150℃を境界ラインに設定しています。
- 150℃以下 → 常圧蒸留
- 150℃以上 → 真空蒸留
この基準には、単なる経験則ではなく、熱力学・安全性・運用効率の観点からの合理性があります。沸点が150℃を超える領域では、常圧蒸留の場合:
- 加熱温度がさらに上昇する
- 熱劣化・変色・重合のリスクが増加
- エネルギー負荷が急増
つまり、「品質」と「コスト」の両方が崩れやすくなります。そのため、真空による沸点低下が極めて有効になります。
■ 真空蒸留の本質的メリット
① 低温蒸留による“品質維持”
真空下(-0.08~-0.1MPa)では沸点が大幅に低下します。その結果:
- 熱ダメージ抑制
- 色変化・劣化防止
- 高機能材料の品質保持
= 再利用価値の最大化
② 副反応の抑制による“高純度回収”
高温環境で起こりやすい:
- 重合
- 分解
- 酸化反応
を抑制できるため、回収溶剤の純度・安定性が向上。これは、再利用や再エネ化を前提とする企業にとって極めて重要です。
③ エネルギー効率と処理時間の最適化
一見すると真空装置はエネルギー負荷が高そうに見えますが、実際には:
- 蒸留温度が低い
- 立ち上がりが早い
- 稼働時間が短縮される
トータルでのエネルギー効率はむしろ向上
④ 安全性の飛躍的向上(爆発リスクの本質対策)
爆発の三要素は以下の通りです:
- 可燃物(溶剤)
- 点火源
- 酸素
このうち、
- 可燃物 → 蒸留のため不可避
- 点火源 → 防爆仕様で抑制
そして真空蒸留では、酸素そのものを排除できる(器内:-0.08~-0.1MPa)これにより、爆発リスクを構造的に低減。単なる対策ではなく、”発生条件そのものを崩す安全設計”が可能になります。
■ コーベックスの設計思想
コーベックスでは、単なる装置販売ではなく、「回収プロセス全体の最適化」を前提に設計しています。そのため、中規模型プラントのCA-800シリーズ(真空蒸留連続回収装置)は、蒸留方式の標準が「真空」となっています。(大規模運用・高付加価値溶剤に最適)
● CA-800シリーズ
- 指定数量を超える溶剤取り扱いに対応
- 真空仕様が標準装備
- 高安全性・高効率運転を前提設計
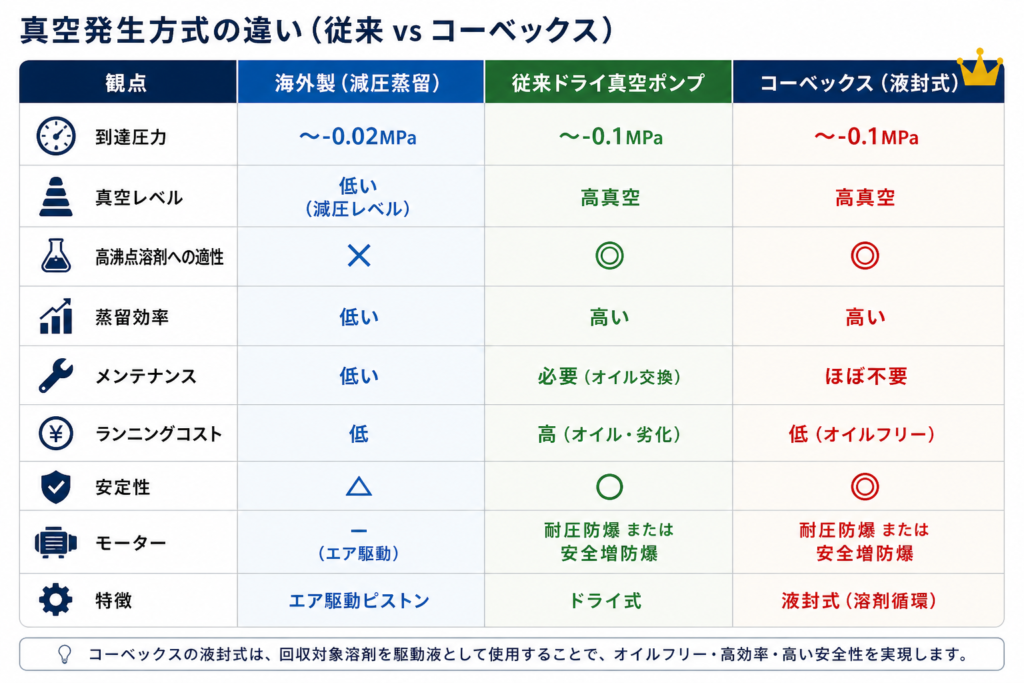
最後に、従来方式とコーベックスの真空発生装置の違いも比較表でまとめます。
お問い合わせ
-
各製品のカタログや仕様書、
取扱い説明書をご希望の方へ -
製品やお見積りなど
詳細を聞いてみたい方へ -
デモ機の貸し出しは可能


